Naprawa pokrywy do Comandante C40
written by woju on 15.04.2023 23:30 CEST
Moi rodzice mielą kawę w Comandante C40:

Młynek ma jedną wadę: plastikowy dekielek, który zamyka od góry komorę na ziarno, łatwo się łamie. Nie jestem pewien z czego jest zrobiony (nos mi mówi, że poliwęglan, zwłaszcza że tonie w wodzie), ale wiem, że łatwo się kruszy. To miejsce jest w ogóle źle zaprojektowane, metalu na wcisk do plastiku nie można projektować na masową produkcję, bo plastik z wtryskarki nie będzie trzymał tolerancji i albo będzie za luźno, albo metal rozsadzi plastik. (Plastiki w ogóle mają bardzo małą wytrzymałość na rozciąganie). Na problem tego plastiku zwrócił uwagę nawet James Hoffmann.
No i plastik się oczywiście rozwalił. Tata twierdzi że więcej niż raz i że już było wymieniane (UPDATE: Tata doprecyzował, że to jest trzeci raz, jak się zepsuło, i że oryginalny zamiennik razem z korbą kosztuje 135 zł):

Moja kolej na naprawę. Dekielek został zrobiony z przezroczystego PMMA (aka. akrylu albo pleski albo pleksiglasu — to wszystko zamienne nazwy tego samego tworzywa) o grubości 3 mm. W Warszawskim Hackerspejsie akurat kawałek leżał w stercie ścinków, z której można swobodnie zabierać co się chce.

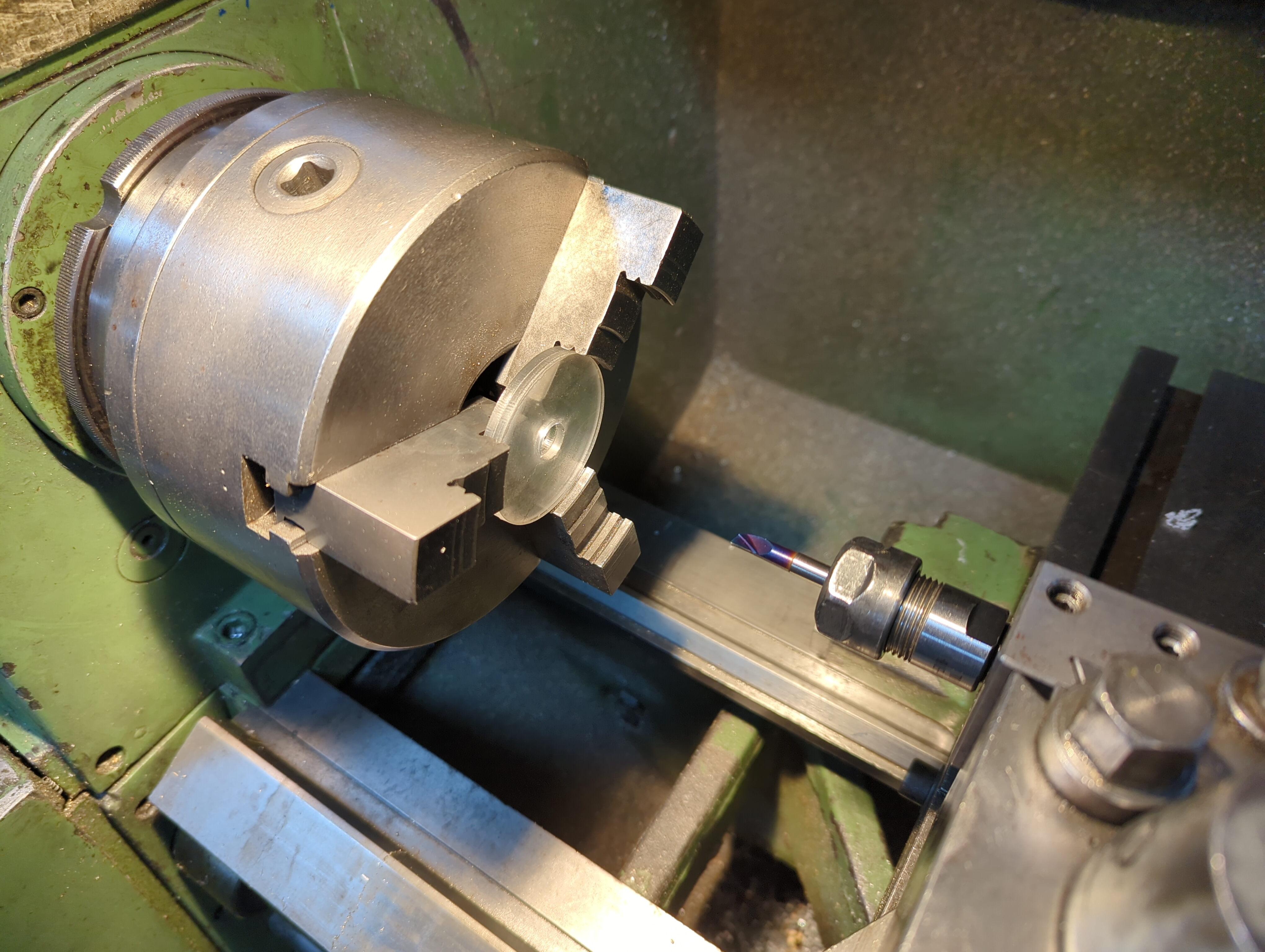
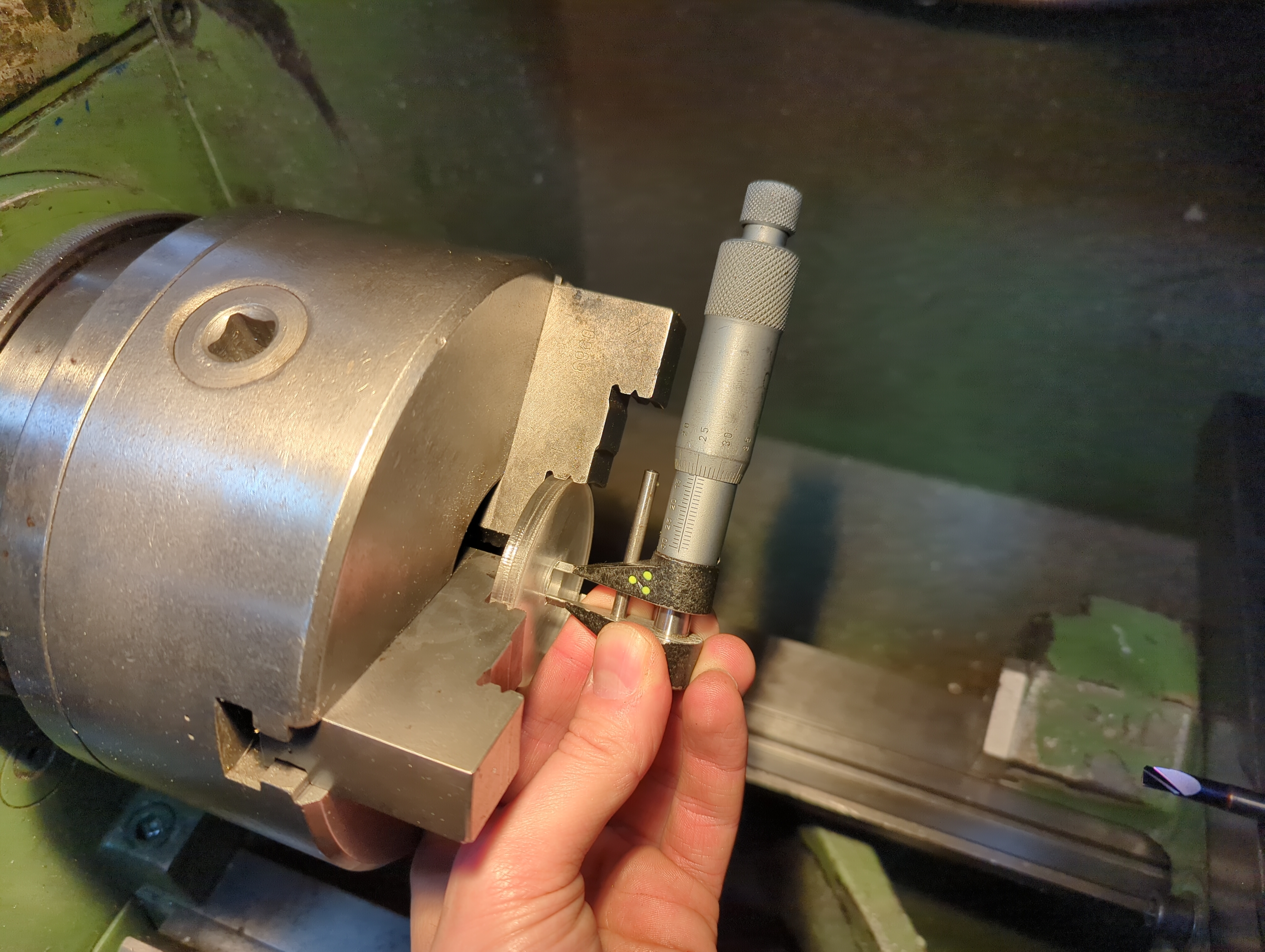
Pierwszym krokiem jest pomiar trzpienia. Dekielek będzie miał wewnętrzną średnicę mniejszą o ok. 20÷30 µm, żeby się trzymał na tarcie. Jeśli będzie miał za dużą średnicę, to będzie latał luźno i spadnie. Jeśli za małą — naprężenie rozsadzi plastik dokładnie tak, jak to się dzieje z oryginalnym.

Pomiar średnicy zewnętrzniej można spokojnie zrobić suwmiarką (56 mm), bo tam nie ma potrzeby mierzyć z taką dokładnością.
Półprodukty zostały wycięte ploterem laserowym. Zewnętrzna średnica jest ostateczna, wewnętrzna średnica ma 11,00 mm, zostawiając 0,64 mm naddatku na obróbkę.

Samo cięcie laserem nie wystarcza, ponieważ powierzchnia cięcia laserem jest skośna: bliżej górnej powierzchni szerokość cięcia jest większa, niż na dolnej powierzchni, ponieważ laser zaczyna ciąć z tej strony, od której pada na materiał. Kiedy cięcie dociera do przeciwległej strony materiału, góra zdąży się stopić/sfajczyć trochę szerzej. Wtedy powierzchnia kontaktu plastiku z osią będzie nikła (teoretycznie będzie miała zerową szerokość) i dekiel nie utrzyma się prosto:

Dlatego po wstępnej obróbce laserem wewnętrzną średnicę trzeba przetoczyć na tokarce do metalu.
W Hackerspejsowych narzędziach znalazłem m. in. takie noże tokarskie:

Użyłem tego lewego, ponieważ geometria trochę bardziej do mnie przemawiała: mniejszy kąt noża i mniejszy promień (więc mniej będzie trzeć i grzać część obrabianą, co jest problemem w obróbce akrylu).
Dekiel można złapać w uchwyt trójszczękowy. Poniżej tego dobrego podłożyłem jeszcze drugi, który daje dystans od czołowej powierzchni szczęk (ten ze zdjęcia z krzywym deklem wykończonym laserem). Na zdjęciu kiepsko to widać, ale szczęki po zamknięciu były zbyt blisko wewnętrznej średnicy (a przynajmniej zbyt blisko żebym był spokojny).
Dałem największe obroty, jakie potrafi tokarka (~2000 RPM) i posuw z ręki. Nie miałem specjalnych problemów.
Po wytoczeniu wewnętrznej średnicy krawędzie sfazowałem pilnikiem na wolnych obrotach (nie mam zdjęcia, bo używałem dwóch rąk). Tak samo pilnikiem, już w ręku, zaokrągliłem zewnętrzne krawędzie (zwłaszcza dolną, bo bezpośrednio po zdjęciu z lasera jest ostra).
Gotowe elementy są myte wodą z mydłem. PMMA nie można myć izopropanolem, bo alkole atakują akryl, który to pod ich wpływem matowieje i robi się kruchy.

Po umyciu część jest obsadzana na trzpieniu za pomocą prasy hydraulicznej. Możnaby to też zrobić na zwykłym imadle, ale wolałem trzymać wszystko w pionie, bo w poziomym imadle wszystko by mi wyleciało z rąk. Teraz można zobiaczyć, czy wewnętrzna średnica ma prawidłowy wymiar:

I gotowe:
