Replacing Comandante C40 plastic cover
written by woju on 15.04.2023 23:30 CEST
My parents have Comandante C40 coffee grinder:

The grinder has one flaw: the plastic cover, which closes the chamber where you put coffee beans, will break. I'm not sure what the exact material is (I suppose it's polycarbonate, because it sinks in the water), but I'm sure it's brittle. This detail is badly engineered. You shouldn't design plastics press fit onto metal for mass production, because injection moulded parts won't maintain tolerance, so it will either be too loose, or the plastic will explode. (Plastics have generally poor performance in stretch). This problem was even pointed out by James Hoffmann.
So the cover predictably broke. My Dad says it's not the first time, an he
already replaced this part once (EDIT: Dad clarified this is the third
broken part, and the replacement, sold together with crank, is priced at
135 zł, or about 30 €).

It's my turn to repair this. The cover was made from translucent 3 mm thick PMMA (aka acrylic aka plexi aka plexiglass — those are names for the same material). In Warsaw Hackerspace there's a pile of offcuts which are free to take.

First step is to measure the crank. The cover will have internal diameter smaller by about 20÷30 µm for a nice press fit. If it had too big diameter, it would be loose and would fall off. If too small — tension will shatter the plastic like the original.

Outside diameter is a caliper dimention (56 mm), there's no need for better accuracy.
Blanks were cut on laser cutter. External diameter is finished, but internal diameter is 11,00 mm, leaving about 0,64 mm for finishing.

Laser cutting alone is insufficient, because the cut is oblique: at the front face is wider than at the back face, for the laser starts to cut at the front. When the cut reaches the opposite side, the near side is already molten/vaporised somewhat wider. The area of contact between the part and the shaft will be very small (theoretically it will have zero width) and the cover won't be straight:

Therefore after initial cut, the internal diameter needs to be turned on a metal turning lathe.
Among others, I've found those cutting tools in Hackerspace:

I've used the left one, because I felt the geometry is nice: the tool has more acute angle and sharper radius (so there will be less friction and less heat into the part; heating is a problem when turning acrylic).
The part can be held in a 3-jaw chuck. Behind the good part I've put another one, which keeps distance from the front face of the jaws (the one from the photo of slanted cover, finished on laser). In the picture you can't tell, but the jaws are too close to the internal diameter (or too close for my comfort).
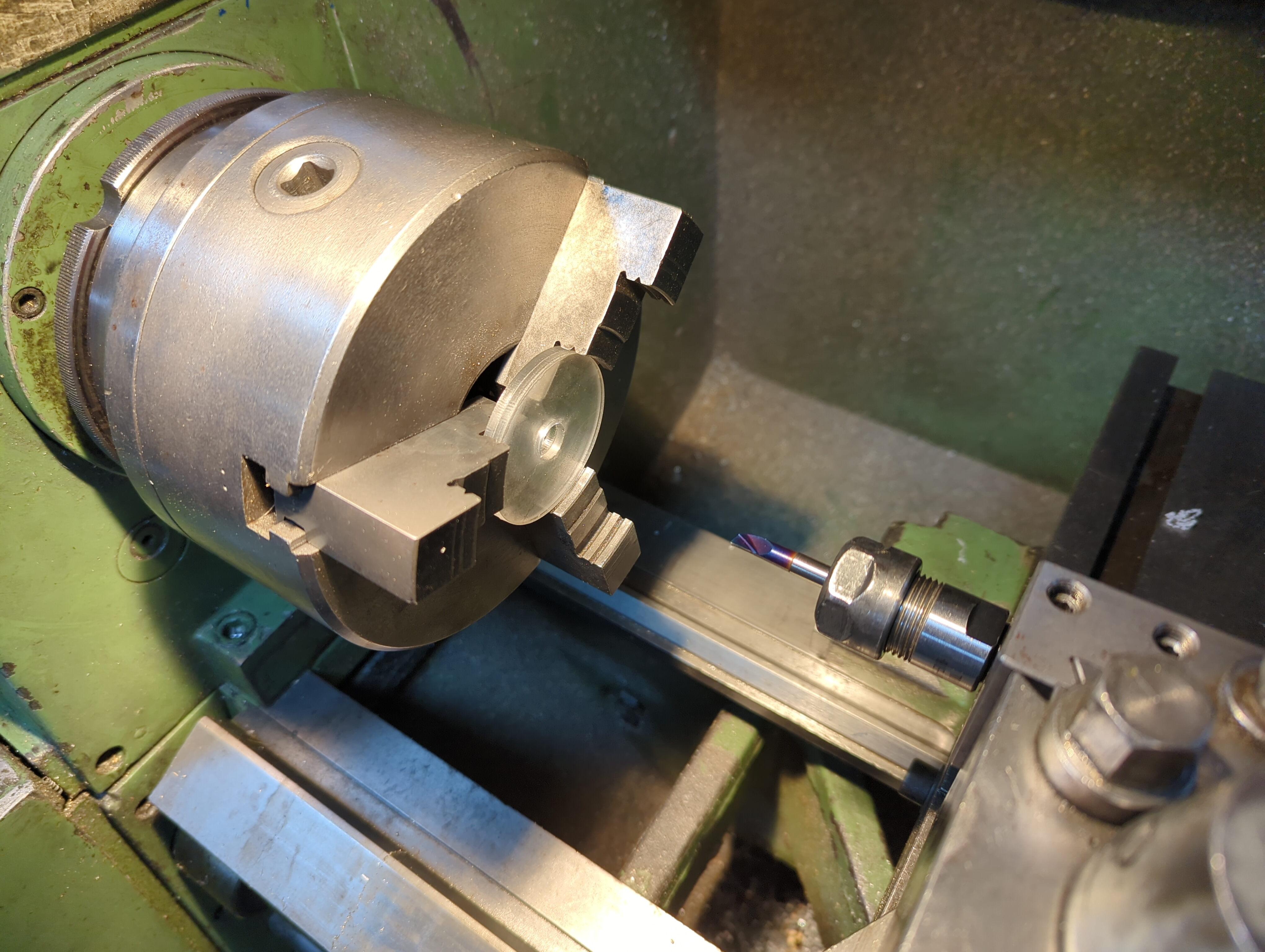
I've used the fastest speed of the lathe (~2000 RPM) and the tool was hand fed. I didn't have any particular problems with this approach.
After turning the internal diameter, the edges were chamfered with a file (I don't have photo, because I've used both hands). Also external edges were rounded with a file, the part being held in hand. (Especially the bottom external edge needs to be rounded, because it's sharp when straight from laser cutter).
Finished parts are cleaned with water and soap. PMMA cannot be washed in isopropyl alcohol, because alcohols attack acrylic, which turns milky and becomes brittle.

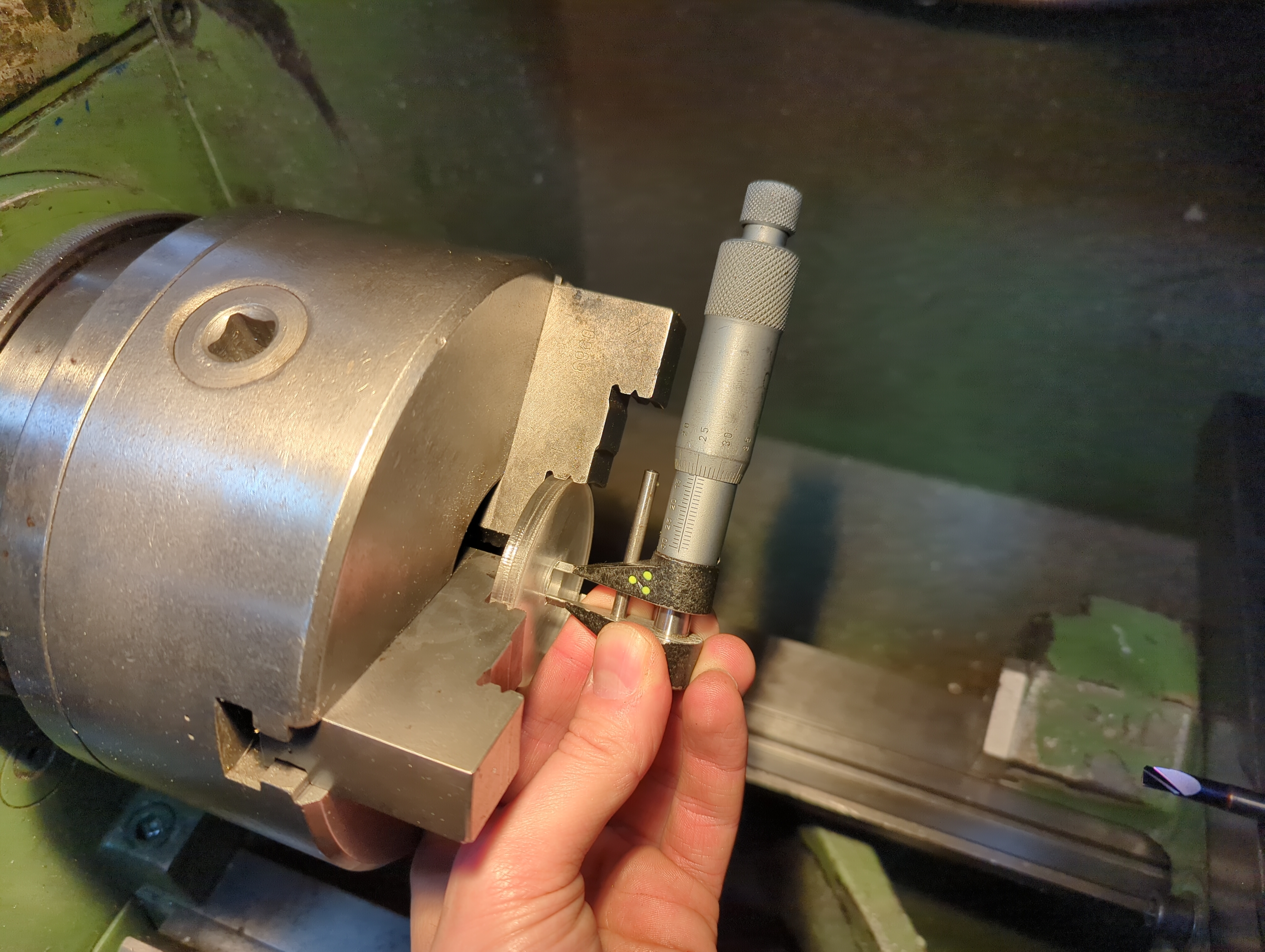
After cleaning the parts are put onto the shaft using hydraulic press. It can also be done using regular vice, but I opted for hydraulic press, because it's vertical. On horizontal vice everything would fall off. Now it can be checked if everthing has good measurements:

Et voilà:
